

Teknisk løsning til løsning af ubalanceret ekstruderingshastighed af fire-hulrums plastprofilekstruderingslinje
Teknisk løsning til løsning af ubalanceret ekstruderingshastighed af fire-hulrums plastprofilekstruderingslinje
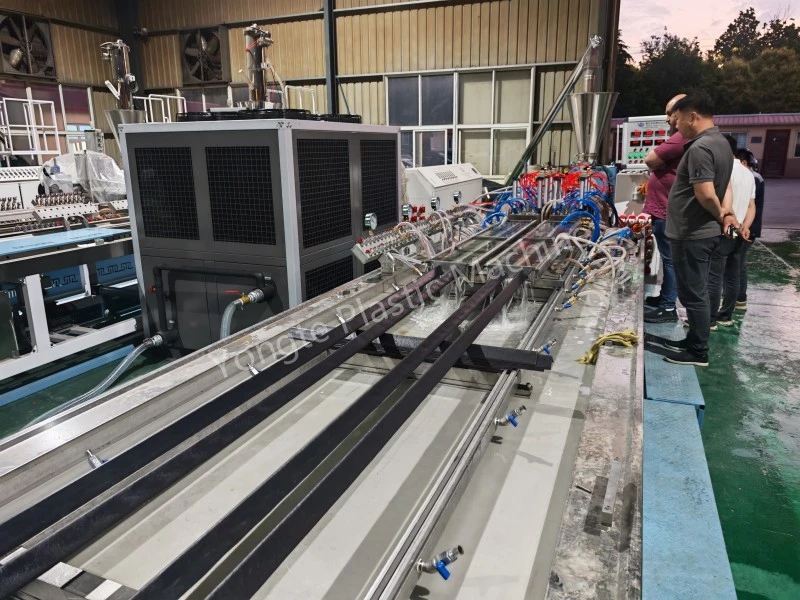
I produktionsprocessen for plastprofilekstrudering med fire hulrum er ubalanceret ekstruderingshastighed blandt de fire hulrum et almindeligt teknisk problem. Dette problem vil direkte forårsage inkonsekvent produktdimensionel nøjagtighed, ujævn vægtykkelse, defekte profiler og reduceret produktionsudbytte, hvilket alvorligt begrænser stabiliteten og effektiviteten af masseproduktion. Baseret på kundernes faktiske produktionsmaterialer og produktspecifikationer har Yongte ingeniørteam udviklet en målrettet professionel optimeret matrice og understøttende systemdesignordning for grundigt at løse problemet med inkonsekvent driftshastighed af fire-hulrumsprofiler, der realiserer højpræcision, stabil og synkron produktion af fire-hulrums ekstruderingslinjer.
1. Baggrund for tekniske problemer
Traditionelle integrerede ekstruderingsmatricer med fire hulrum vedtager en integreret opvarmnings- og flowkontrolstruktur. Påvirket af faktorer som ujævn smeltestrømfordeling, temperaturafvigelse i lokale områder og bearbejdningsmonteringsfejl, er ekstruderingshastigheden af de fire hulrum tilbøjelig til inkonsekvens under kontinuerlig produktion. Hastighedsafvigelsen mellem hulrum vil føre til forskelle i profildannelseshastighed og kølesvind, hvilket resulterer i batchkvalitetsdefekter såsom vridning, deformation, størrelse uden for tolerance og ujævn overfladeplanhed på færdige produkter, som ikke kan opfylde højstandardproduktionskravene til plastprofiler.
2. Professionelt optimeret designskema
Kombineret med kundens råvareegenskaber, produktstrukturparametre og produktionsforhold på stedet, har Yongte-ingeniører udført målrettet skræddersyet design til matricestrukturen, flowkontrol, traktionsskæring og hjælpetransportsystem med detaljerede tekniske løsninger som følger:
2.1 Dual Die Body Struktur med uafhængig temperaturkontrol
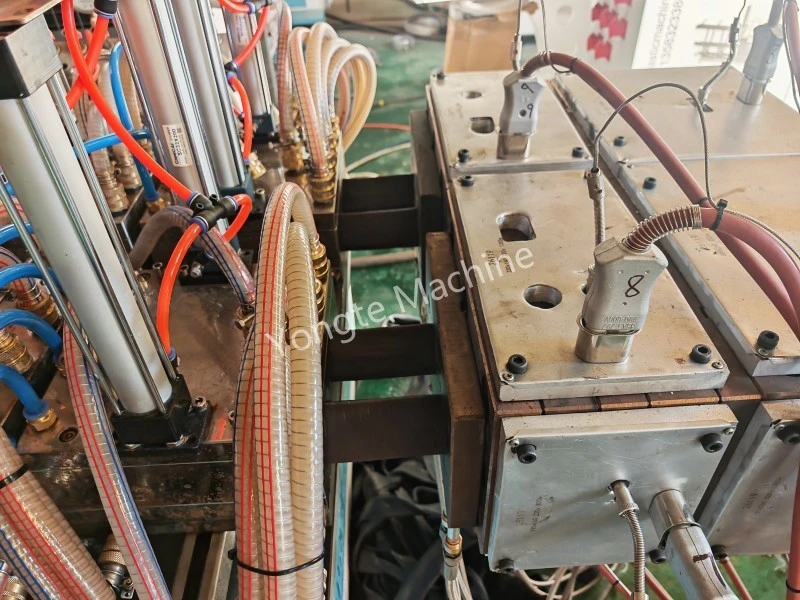
Det originale integrerede matricelegeme med fire hulrum er optimeret til endobbelt uafhængig formlegemestrukturmed hvert matricelegeme udstyret med to ekstruderingshulrum. De to sæt matricelegemer er fuldstændig uafhængige i strukturelt design og temperaturkontrolsystem. Hvert matricelegeme er konfigureret med et uafhængigt varmemodul og temperaturkontrolenhed, som kan realisere separat præcisionstemperaturjustering og konstant temperaturkontrol. Dette design løser effektivt problemet med inkonsekvent smeltefluiditet forårsaget af integreret matricetemperaturafvigelse, stabiliserer den plastiske smeltetilstand for hvert hulrum fra kilden og eliminerer den grundlæggende årsag til hastighedsforskel mellem forskellige matricelegemer.

2.2 Uafhængig flowjusteringsmekanisme for enkelt matricelegeme
Hvert uafhængigt matricelegeme er udstyret med en speciel flowjusteringsmøtrikanordning. For hastighedsafvigelsen af de to hulrum inde i det samme enkelt matricelegeme forårsaget af små flowforskelle og monteringsfejl, kan on-line finjustering realiseres gennem flowjusteringsmøtrikken. Ved præcis justering af smeltetilførselsstrømmen af et enkelt hulrum kan ekstruderingshastigheden af de to hulrum i samme matricelegeme holdes fuldstændig synkron, hvilket realiserer mikro-niveau kalibrering af hulrumshastigheden og sikrer ensartetheden af ekstruderingsoutput og formningshastighed for hvert hulrum i samme gruppe.
2.3 Dobbelt uafhængigt trækhastighedskontrolsystem
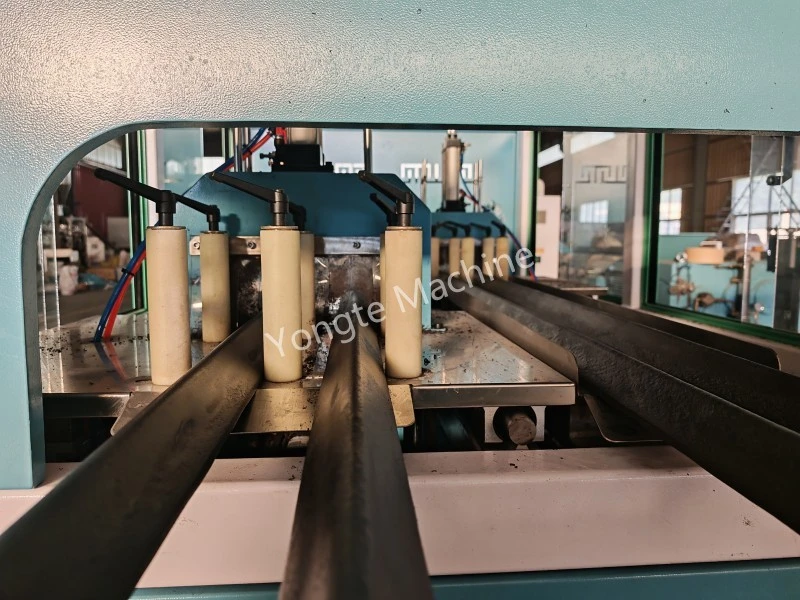
Et dobbelt sæt af uafhængige traktionssystemer er konfigureret til at matche det dobbelte matricelegeme og dobbeltgruppe hulrumslayout. Forskellig fra den traditionelle enkelttraktionstilstand, der kører fire hulrum samtidigt, fungerer de to sæt traktionsudstyr uafhængigt med separate hastighedskontrolprogrammer. Systemet kan uafhængigt justere trækhastigheden for de to grupper af profiler med to hulrum i overensstemmelse med den faktiske ekstruderingshastighed af de to matricelegemer, realisere dynamisk matchning af ekstruderingshastighed og trækhastighed, undgå profilstrækning, krympning og dimensionsafvigelse forårsaget af asynkron trækkraft og yderligere sikre de overordnede kavitetskonsistens af fire hastigheder.

2.4 Uafhængigt skæresystem med fast længde
Svarende til dobbeltgruppeekstruderings- og trækstrukturen er to sæt uafhængige skæresystemer udstyret til separat skæreoperation med fast længde. Hvert skæresystem sporer og matcher uafhængigt kørehastigheden og fremføringsslaget for den tilsvarende gruppe af profiler. Den uafhængige skærekontroltilstand eliminerer skærefejlen og længdeinkonsistensen forårsaget af ensartet skæring af profiler med små hastighedsforskelle, sikrer den faste længdeskæringsnøjagtighed af hver hulrumsprofil og forbedrer produktkvalifikationsgraden.
2.5 Matchende automatisk transport- og stablesystem
To sæt uafhængige transport- og stablereoler er konfigureret, som er præcist afstemt med de dobbelte skæresystemer. Efter afslutningen af skæring med fast længde af skæreudstyret, afslutter transport- og stablingsudstyret automatisk materialemodtagelse, transport og stabling af den tilsvarende gruppe af profiler. Den synkrone og uafhængige drift af transportsystemet undgår materialeakkumulering, ekstrudering og transportforvirring forårsaget af asynkron hastighed af forskellige hulrumsprofiler, sikrer jævn og kontinuerlig drift af hele produktionslinjen og realiserer automatiseret og velordnet produktion.

3. Tekniske fordele og produktionseffekter
Gennem ovenstående systematiske tilpassede design er problemet med inkonsekvent fire-hulrums ekstruderingshastighed i plastprofilproduktion fuldstændig løst. Den dobbelt-matrice uafhængige temperaturkontrol + enkelt-gruppe flow finjustering + dobbelt uafhængig trækkraft og skæresystem danner et fuld-link hastighedskalibrering og synkront kontrolsystem. Skemaet har følgende væsentlige fordele: for det første realiserer det kildestyring af smelteflow og temperatur og eliminerer den indledende hastighedsforskel ved ekstrudering; for det andet realiserer den dynamisk finjustering af hastigheden i produktionsprocessen for at sikre langsigtet synkron drift af fire hulrum; for det tredje forbedrer det matchende automatiserede hjælpesystem produktionsstabiliteten og konsistensen af færdige produkter.
Efter produktionsverifikation på stedet reducerer dette optimerede design effektivt dimensionstolerancen og dannelsesdefektraten for profiler med fire hulrum, forbedrer den samlede produktionsstabilitet og produktionseffektivitet af ekstruderingslinjen og er velegnet til langsigtet og højvolumen standardiseret produktion af forskellige plastprofiler.

Relaterede nyheder
- Levering af 4 hulrumsplastikprofiler til Jordan efter vellykket idriftsættelse
- Professionelle løsninger til gulfarvning, striber og sprødhedsrevner af træ-plastkomposit døroverflader
- Ekstrusionsmaskine med 4 hulrum af genanvendt plastikprofil nå 8 meter/minut høj hastighed
- Løsning til WPC-ekstruderproduktionsproblemer
- Hvilket materiale kan bruges i Yongte WPC-maskine?
- Produktionslinje for genanvendelse af affaldstekstiler blev testet med succes
Efterlad mig en besked











